
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
快盈500手机:15064473613
快盈500电话:0536-6917198
快盈500传真:0536-6917189
快盈500网址:6890000.com
快盈500地址:山东省潍坊市昌乐县河头工业园
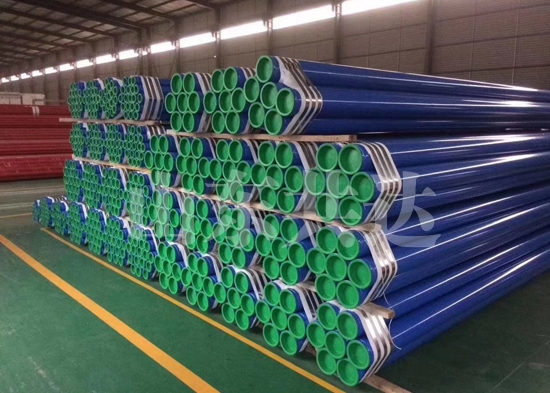
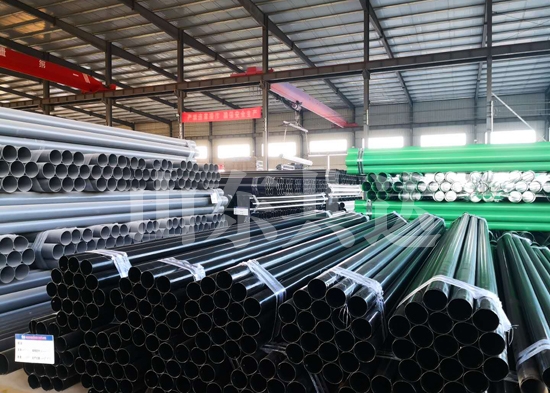
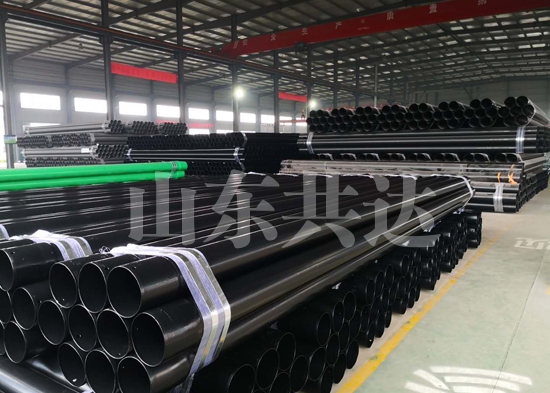
哈尔滨钢管涂塑钢管是以钢管为基管,以塑料粉末为涂层材料,在其内、外表面熔融涂覆上一层塑料层,或其他材料防腐层的钢塑复合产品。分类:涂塑钢管根据涂层材料的不同分为聚乙烯涂层钢管和环氧树脂涂层钢管。涂塑材料:聚乙烯粉末和环氧树脂粉末。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。钢管制造安装施工:涂塑钢管可以根据施工现场需要,任意切割长度,切断后经修补可以继续使用。涂塑钢管可以在施工现场提前预制。涂塑钢管不会因涂层而产生缩径现象。
哈尔滨钢管涂塑钢管又名涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在zd内外表面熔接塑料防腐层的钢塑复合钢管。涂塑复合钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经回高温固化而成的新型复合材料。钢管制造快盈500具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给水、排水、海水、温水、油、气体答等介质的输送,聚氯乙烯(PVC)涂塑钢管适用于排水、海水、油、气体等介质的输送。
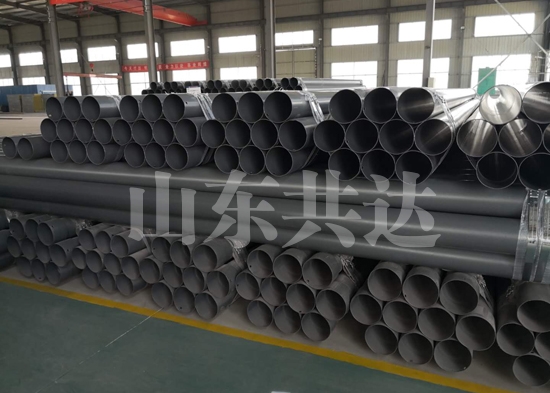
哈尔滨钢管第一,一般选择的是304的不锈钢,因为其所含的重金属比较少,不易生锈,用于以水为介质的钢管。用在化工防腐上面时,我们建议使用的是316不锈钢,因为这个防腐效果较明显。(化工领域不适合用双金属焊接,应该采用法兰连接)第二,DN100以上时比较适合这种连接方式,因为根据钢管制造钢管的直径,氩弧焊枪头比较容易进入管内进行焊接。如果DN100以下的,因焊接设备的限制不适宜采用双金属焊接。
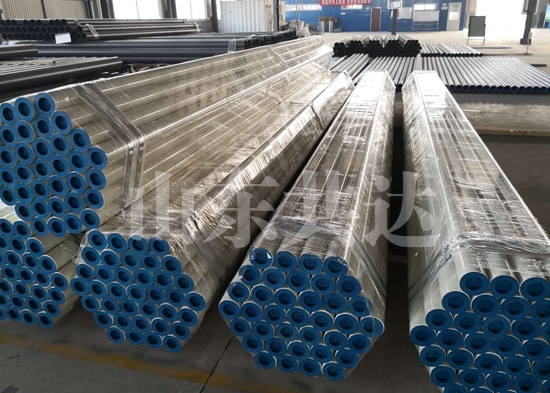
哈尔滨钢管1.适应埋地和潮湿环境,并可以耐高温和极低的温度。2.抗干扰能力强,如果涂塑钢管作为电缆套管,可以有效屏蔽外界的信号干扰。3.承受压力强度好,最大压强可达6Mpa。4.绝缘性能好,作为电线的保护管永远不会发生漏电现象。钢管制造5.无毛刺、管壁光滑,适合施工的时候穿电线或电缆。
哈尔滨钢管五、弯曲试验,DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。六、压扁试验,DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。钢管制造试验后,检查内涂层,试验结果应符合5.8的规定。七、冲击试验,从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
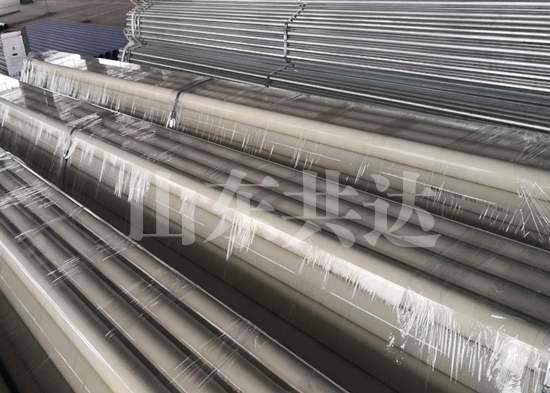
哈尔滨钢管涂塑管在焊接施工时,预留焊缝部位必须作砂磨处理至Sa2.5级,表观锚纹深度在50μm和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道的内修补质量。涂塑钢管在埋地时,由于所承载的介质重量以及实际工作状态下,在动态过程中有震动,加之土壤自身沉降因素,时间一长,传统的沟槽或法兰连接难免有渗漏的现象发生,而且不易发现。所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,最终导致涂层达不到其耐防腐,耐磨损的效果。钢管制造快盈500钢管的端口均有破口,在钢管内喷砂外抛丸处理之后,在钢管内壁衬上宽度为5-10公分,厚度为0.8mm的不锈钢薄板,在实际焊接时,先用304或者是114不锈钢焊条或氩弧焊不锈钢焊丝打底,进行内层不锈钢对接,然后用碳钢焊条焊接外层钢管,焊接完后外面需要用修补剂进行修补,恢复外层涂层的原样。


