
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
快盈500电话:0536-6917198
快盈500传真:0536-6917189
网址:6890000.com
快盈500地址:山东省潍坊市昌乐县河头工业园
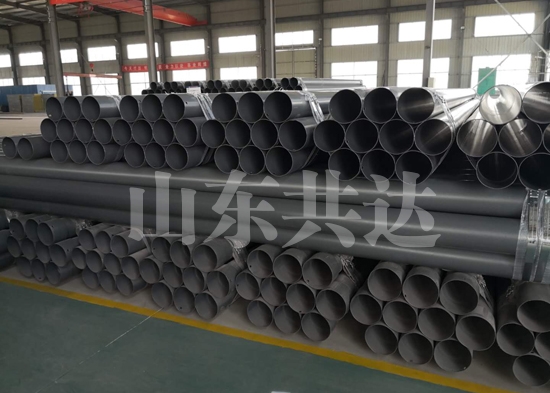
南宁热浸塑钢管热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反 镀锌钢管应,形成耐腐蚀的结构紧密的锌一铁合金层。热浸塑钢管设备合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。涂塑复合钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经高温固化而成的新型复合材料。具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送。
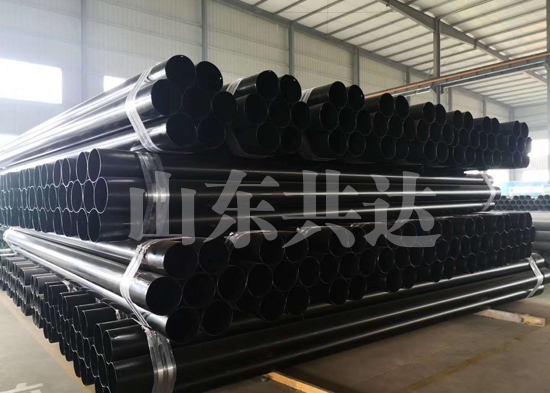
共达热浸塑钢管1、管道切割,管道切割应采用金属锯,大口径管宜采用锯床,使用盘踞切割时,其转速不得大于800r/min;被切割管道的截面应垂直于管轴心7a686964616f31333332393366;2、 管道连接前准备:经过切割后的管道端口应用细锉将金属毛边修光;涂塑管应采用专用铰刀,将涂塑层厚度1/2倒角,倒角坡度宜为10° -15°。涂塑钢涂层在端口完好,应采用削刀削成倾内倒角;热浸塑钢管设备快盈500如端口有破损必须进行修补(采用修补液),修补至涂层为整体无裂缝;滚槽后在槽突出部分的涂塑层会受到损伤,必须进行修补,修补至涂层表面光滑,整体无裂缝无破损点;清理加工应采用棉回丝和毛刷清除管端和管内的油水和金属切削;3.连接方式1.螺纹连接,套丝应采用自动套丝机,执行现行国家标准GB/T7306;2.法兰连接一次安装法:可现场测量、绘制管道单线加工图,进行加工涂、衬塑后,再运抵现场安装;二次安装法:可现场用非涂、衬塑钢管和管件,法兰焊接,拼装管道,然后拆开进行涂、衬塑加工,再运抵现场安装

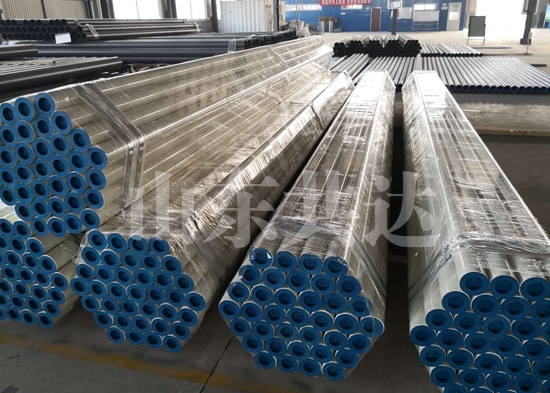
南宁热浸塑钢管第一,一般选择的是304的不锈钢,因为其所含的重金属比较少,不易生锈,用于以水为介质的钢管。用在化工防腐上面时,我们建议使用的是316不锈钢,因为这个防腐效果较明显。(化工领域不适合用双金属焊接,应该采用法兰连接)第二,DN100以上时比较适合这种连接方式,因为根据热浸塑钢管设备快盈500钢管的直径,氩弧焊枪头比较容易进入管内进行焊接。如果DN100以下的,因焊接设备的限制不适宜采用双金属焊接。
南宁热浸塑钢管五、弯曲试验,DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。六、压扁试验,DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。热浸塑钢管设备试验后,检查内涂层,试验结果应符合5.8的规定。七、冲击试验,从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
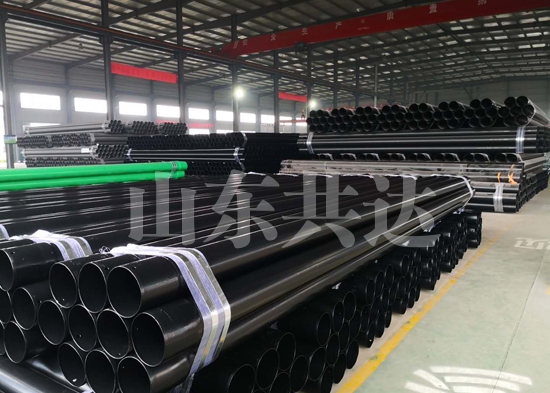
南宁热浸塑钢管消防内外涂塑钢管:以钢管为基管,外壁涂装高附着力、抗冲击性、防腐耐候型的热固性粉末涂料,内壁涂装高附着力、防腐、食品级卫生型的热塑性粉末涂料。热浸塑钢管设备快盈500采用喷砂化学双重前处理、预热、内涂装、外涂装、固化、后处理等工艺制成的给水内外涂塑复合钢管,是传统钢塑管、镀锌管升级型的高性价比产品。产品通过国家化学建材检测中心消防专业认证。

南宁热浸塑钢管1)、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。2)、涂塑钢管应选用下列施工机具:(1)切割应采用金属锯切割;(2)压槽应采用专用滚槽机;(3)弯管应采用弯管机冷弯;(4)套丝应采用电动套丝机进行管螺纹加工;(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。3)、涂塑钢管施工程序应符合下列要求:(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;(2)涂塑钢管管道安装中禁止进行焊接;(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;(4)热浸塑钢管设备涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°


