
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
电话:0536-6917198
快盈500传真:0536-6917189
网址:6890000.com
快盈500地址:山东省潍坊市昌乐县河头工业园
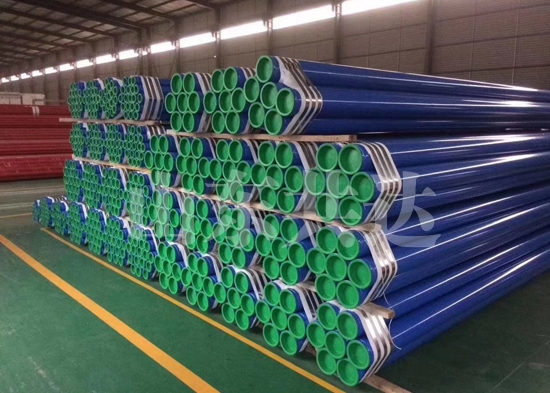
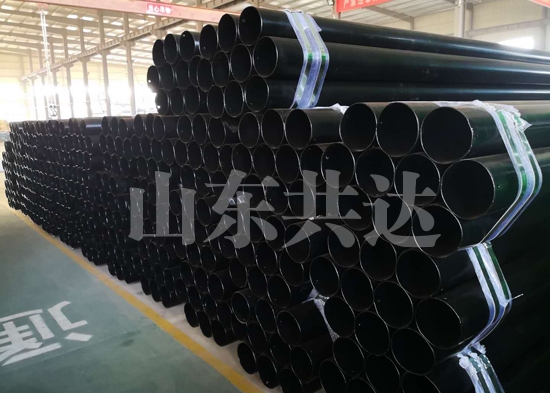
哈尔滨衬塑钢管涂塑钢管是以钢管为基管,以塑料粉末为涂层材料,在其内、外表面熔融涂覆上一层塑料层,或其他材料防腐层的钢塑复合产品。分类:涂塑钢管根据涂层材料的不同分为聚乙烯涂层钢管和环氧树脂涂层钢管。涂塑材料:聚乙烯粉末和环氧树脂粉末。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。衬塑钢管制造安装施工:涂塑钢管可以根据施工现场需要,任意切割长度,切断后经修补可以继续使用。涂塑钢管可以在施工现场提前预制。涂塑钢管不会因涂层而产生缩径现象。
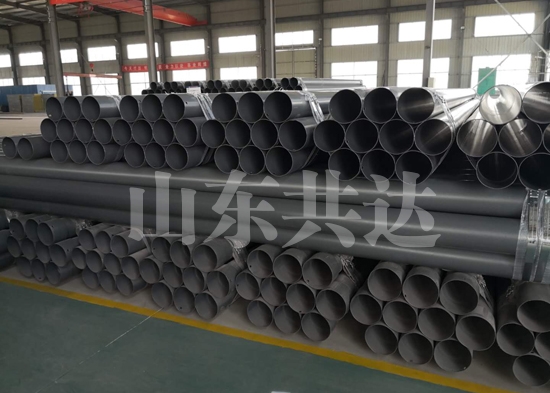
哈尔滨衬塑钢管热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反 镀锌钢管应,形成耐腐蚀的结构紧密的锌一铁合金层。衬塑钢管制造合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。涂塑复合钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经高温固化而成的新型复合材料。具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送。
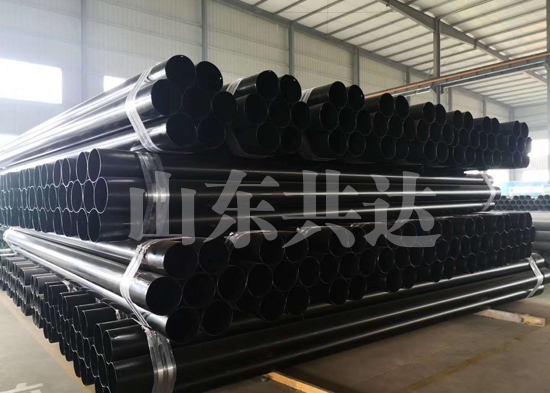
哈尔滨衬塑钢管涂塑管在焊接施工时,预留焊缝部位必须作砂磨处理至Sa2.5级,表观锚纹深度在50μm和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道的内修补质量。涂塑钢管在埋地时,由于所承载的介质重量以及实际工作状态下,在动态过程中有震动,加之土壤自身沉降因素,时间一长,传统的沟槽或法兰连接难免有渗漏的现象发生,而且不易发现。所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,最终导致涂层达不到其耐防腐,耐磨损的效果。衬塑钢管制造钢管的端口均有破口,在钢管内喷砂外抛丸处理之后,在钢管内壁衬上宽度为5-10公分,厚度为0.8mm的不锈钢薄板,在实际焊接时,先用304或者是114不锈钢焊条或氩弧焊不锈钢焊丝打底,进行内层不锈钢对接,然后用碳钢焊条焊接外层钢管,焊接完后外面需要用修补剂进行修补,恢复外层涂层的原样。
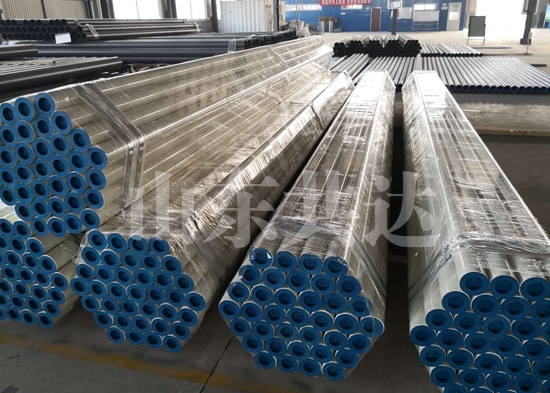
哈尔滨衬塑钢管涂塑钢管一般采用双金属焊接及无损伤焊接方式焊接1、双金属是在普通钢管的内部衬一层不锈钢管板,不锈钢板长度为8~10cm,厚度可根据口径大小调节,将SUS304不锈钢薄板满焊在钢管端口,然后将管道进行涂塑加工。在施抄工中直接将两根衬有双金属的管道对焊即可,焊接的时候先用不锈钢焊条打底,再用电焊焊接完整,最后用修补液修补。如果施工中需袭要截断则需要采用双金属焊接连接件。2、衬塑钢管制造无损伤焊接是将两根涂塑管直接套在无损伤焊接件里,直接用电焊对焊即可,其中需要密封圈和粘胶的辅助,以上两者焊接后的性能都一样,可以达到管道连接牢靠,不用经常用人去维护的目的。焊接非常适合于埋地输送水介zd质,它是埋地防腐和建筑管道工程的连接首选。
哈尔滨衬塑钢管外观检查:目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。 厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。衬塑钢管制造快盈500管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。冲击试验:从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。


