
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
电话:0536-6917198
传真:0536-6917189
快盈500网址:6890000.com
快盈500地址:山东省潍坊市昌乐县河头工业园
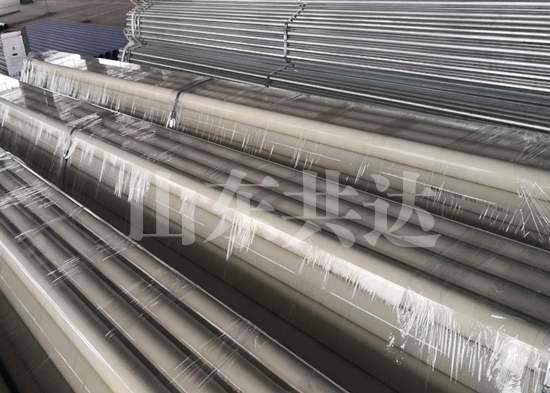
德州热浸塑钢管1、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。2、涂塑钢管应选用下列施工机具:(1)切割应采用金属锯切割;(2)压槽应采用专用滚槽机;(3)弯管应采用弯管机冷弯;(4)套丝应采用电动套丝机进行管螺纹加工;(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。热浸塑钢管研发3、涂塑钢管施工程序应符合下列要求:(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;(2)涂塑钢管管道安装中禁止进行焊接;(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
德州热浸塑钢管涂塑钢管又名称涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在内外表面熔接塑料防腐层的钢塑复合钢管。衬塑钢管,以镀锌无缝钢管、焊接钢管为基管,内壁去除焊筋后,衬入与镀锌管内等径的食品级聚乙烯(PE)管材,聚乙烯衬层厚度要求符合CJ/T136-2007标准,热浸塑钢管研发快盈500最后加压加热一定时间后成型,是传统镀锌管的升级型产品。同规格的都是衬塑的更贵,因为工艺等等都很繁琐.

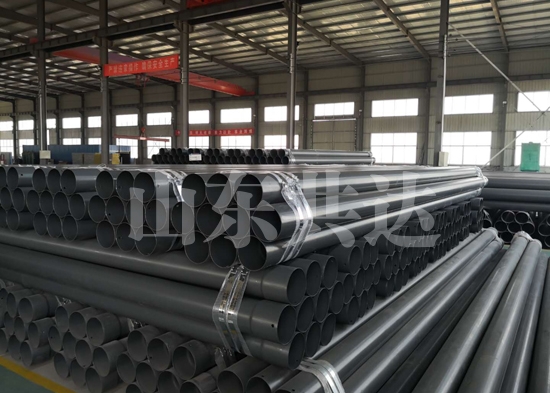
品质热浸塑钢管1、管道切割,管道切割应采用金属锯,大口径管宜采用锯床,使用盘踞切割时,其转速不得大于800r/min;被切割管道的截面应垂直于管轴心7a686964616f31333332393366;2、 管道连接前准备:经过切割后的管道端口应用细锉将金属毛边修光;涂塑管应采用专用铰刀,将涂塑层厚度1/2倒角,倒角坡度宜为10° -15°。涂塑钢涂层在端口完好,应采用削刀削成倾内倒角;热浸塑钢管研发快盈500如端口有破损必须进行修补(采用修补液),修补至涂层为整体无裂缝;滚槽后在槽突出部分的涂塑层会受到损伤,必须进行修补,修补至涂层表面光滑,整体无裂缝无破损点;清理加工应采用棉回丝和毛刷清除管端和管内的油水和金属切削;3.连接方式1.螺纹连接,套丝应采用自动套丝机,执行现行国家标准GB/T7306;2.法兰连接一次安装法:可现场测量、绘制管道单线加工图,进行加工涂、衬塑后,再运抵现场安装;二次安装法:可现场用非涂、衬塑钢管和管件,法兰焊接,拼装管道,然后拆开进行涂、衬塑加工,再运抵现场安装

德州热浸塑钢管衬塑钢管工艺流程:1、涂料进厂经质量检验合格直接进入静电喷涂,不合格退回厂家;2、钢管进厂经质量检验合格进行管口处理,首先对管口毛刺及焊缝磨平(焊筋高度不能超过0.5mm);3、管口处理完毕进入酸洗(一般用浓度不超过30%盐酸,在酸洗池浸泡3分钟以上),对于口径大于DN800以上可以直接进行喷砂除锈即可;4、酸洗完毕进入磷化,首先将经酸洗后钢管立即水平放入磷化池浸泡,取出磷化池。目的使钢管表面产生一层磷化膜,短时间内不易被氧化,避免再次生锈;热浸塑钢管研发快盈5005、磷化完毕晾干即可直接进入车间进行静电喷涂;静电喷涂原理是:利用电荷同性相斥、异性相吸的基本特性设计成的一种新型喷涂方法。


