
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
快盈500电话:0536-6917198
传真:0536-6917189
网址:6890000.com
地址:山东省潍坊市昌乐县河头工业园
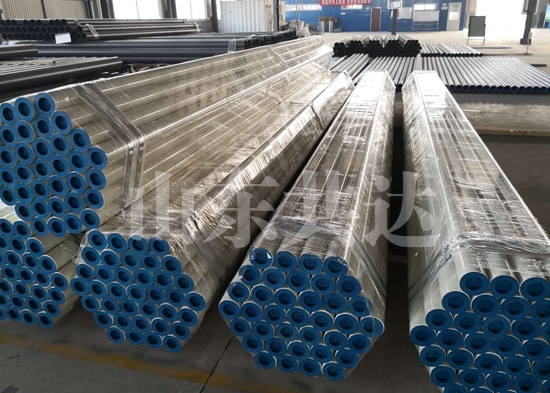
聊城双金属护桥涂塑管在焊接施工时,预留焊缝部位必须作砂磨处理至Sa2.5级,表观锚纹深度在50μm和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道的内修补质量。涂塑钢管在埋地时,由于所承载的介质重量以及实际工作状态下,在动态过程中有震动,加之土壤自身沉降因素,时间一长,传统的沟槽或法兰连接难免有渗漏的现象发生,而且不易发现。所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,最终导致涂层达不到其耐防腐,耐磨损的效果。双金属护桥研发快盈500钢管的端口均有破口,在钢管内喷砂外抛丸处理之后,在钢管内壁衬上宽度为5-10公分,厚度为0.8mm的不锈钢薄板,在实际焊接时,先用304或者是114不锈钢焊条或氩弧焊不锈钢焊丝打底,进行内层不锈钢对接,然后用碳钢焊条焊接外层钢管,焊接完后外面需要用修补剂进行修补,恢复外层涂层的原样。

聊城双金属护桥涂塑钢管,又名涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在zhidao内外表面熔接塑料防腐层的钢塑复合钢管。通用颜色:黑色,灰色,蓝色,红色,白色,绿色涂层专厚度:PE(改性聚乙烯)涂层厚度为400um—1000um。EP(环氧树脂)喷涂厚度为100um-400um。涂覆方式:PE(聚乙烯)为热浸塑EP;(环氧树脂)为内属外喷涂。产品规格:DN15—DN1660环境温度:-30℃ 至120℃。连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等。双金属护桥研发涂塑复合钢管是以钢百管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经高温固化而成的新型复合材料。 具有优良的耐腐蚀性和度比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、知海水、温水、油、气体等介质的输送,聚氯乙道烯(PVC)涂塑钢管适用于排水、海水、油、气体等介质的输送。

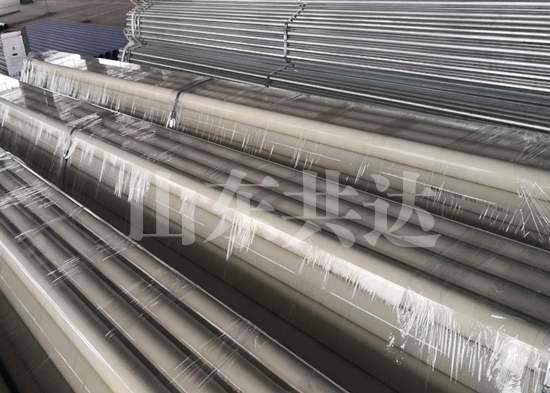
聊城双金属护桥涂塑复合钢管是以钢管为基材,采用高科技方法将卫生无毒的高分子材料环氧树脂涂敷在金属内外壁上而成,是防腐,耐侵蚀,无毒,无辐射的绿色环保建材,应用于各种流体输送。该产品具有优异的综合性能: 1.保留了传统金属管材的刚度及强度,远远优于塑料管、铝塑管。 2.具有内壁光滑、摩擦阻力小不结垢的特点,外壁更加美观豪华。 双金属护桥研发3.重量轻、韧性好、耐冲击、耐压强度高;适用温度更宽。 4.与管件连接方式可采用丝接、承插、法兰、沟槽、焊接等,多种方式,省工省力。 5.与管件连接部位热膨胀系数更小,更安全可靠。 6.价格性能比合理,综合造价低,比铜管、不锈钢管更经济。
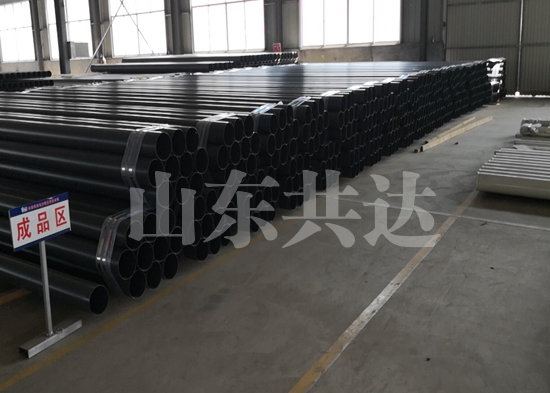
1)共达双金属护桥外观不同:涂塑钢管是以钢管为基础,外表涂覆聚乙烯等塑料粉尘。钢管内外表面涂抹均匀,一些特别的要有防腐层,并根据用途决copy定是否添加阻燃剂。而衬塑钢管虽然同样是以钢管为基础,但其外表是镀锌喷漆,内衬塑料层或者防腐层,市场上,内衬PE或者PP-R塑料层居多,用于排水和给水。(2)聊城双金属护桥生产工艺不同:涂塑钢管的产品生产工艺是钢管先预处理加热后进行快速涂塑,待其固化成型。衬塑钢管包括衬塑和滚塑两种工艺。衬塑是塑料管材外壁涂抹黏胶后放在已经加热好的钢管内部使塑料管材受热膨胀形成。滚塑则是把钢管预处理加热后把塑料粉尘滚撒在钢管内壁上,待其冷却固化。(3)连接方式不同:涂塑钢管的连接方式主要有法兰连接、沟槽连接、丝扣连接等;而衬塑钢管则是采用法兰连接女和沟槽连接。
聊城双金属护桥涂塑钢管一般采用双金属焊接及无损伤焊接方式焊接1、双金属是在普通钢管的内部衬一层不锈钢管板,不锈钢板长度为8~10cm,厚度可根据口径大小调节,将SUS304不锈钢薄板满焊在钢管端口,然后将管道进行涂塑加工。在施抄工中直接将两根衬有双金属的管道对焊即可,焊接的时候先用不锈钢焊条打底,再用电焊焊接完整,最后用修补液修补。如果施工中需袭要截断则需要采用双金属焊接连接件。2、双金属护桥研发无损伤焊接是将两根涂塑管直接套在无损伤焊接件里,直接用电焊对焊即可,其中需要密封圈和粘胶的辅助,以上两者焊接后的性能都一样,可以达到管道连接牢靠,不用经常用人去维护的目的。焊接非常适合于埋地输送水介zd质,它是埋地防腐和建筑管道工程的连接首选。
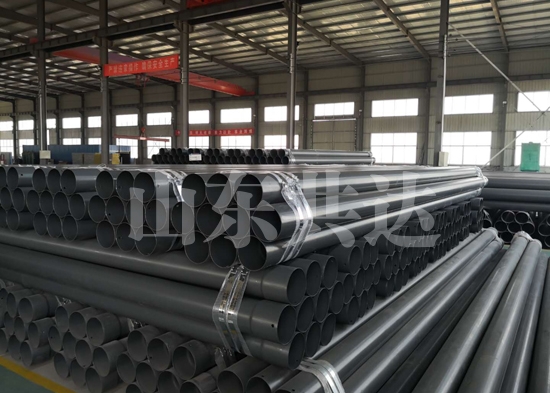
聊城双金属护桥双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管最佳连接方案。双金属护桥研发其工艺是以涂装之前的钢管端口内壁衬一层不锈钢,衬的不锈钢为5-10毫米,一般焊接破坏的涂塑层不超过5-10毫米,衬好了不锈钢管后,经过前处理、喷砂抛丸、涂装固化等工艺最终制得双金属焊接涂塑钢管。在施工焊接前必须打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管材壁厚的四分之一,然后用碳钢焊条焊接完整个接口。注意有两点,一种是打坡口,另一种则是不锈钢采用满焊方式紧贴钢管内壁。双金属焊接涂塑钢管在焊接后,焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。


