
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
电话:0536-6917198
传真:0536-6917189
网址:6890000.com
地址:山东省潍坊市昌乐县河头工业园
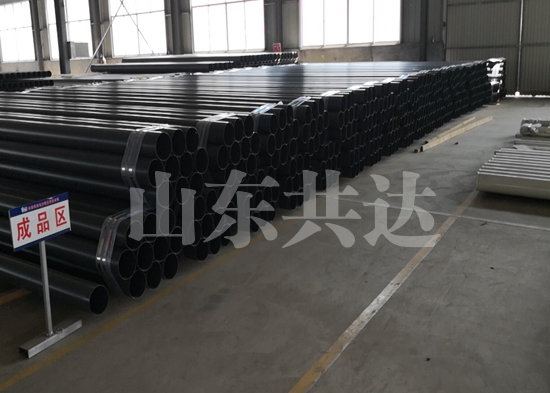
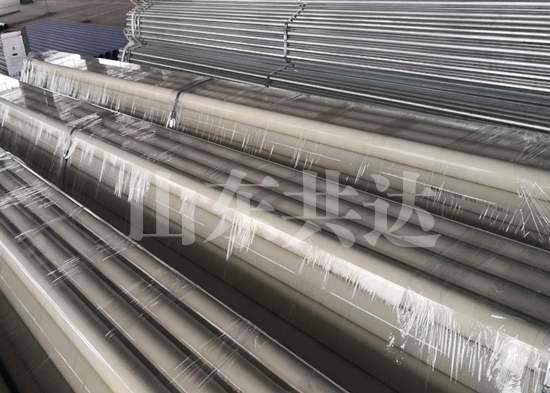
西安防护护桥消防用涂塑钢管是采用直缝焊管与重防腐改性环氧树脂粉末涂料,经高温预热后,涂塑层与钢管内外壁高温熔结而成的钢塑复合管。热浸塑是唯一采用两次加热固化涂塑成形的新工艺,保证了涂层与钢材达到最大结合力,每平方附着力达50-70公斤,在长期使用中附着力不会出现衰减,因而防腐性能远超过目前国内的同类产品。热浸塑在新技术、新材料、新工艺方面实现了重大突破,比传统的防腐能力考核成绩有显著提高,尤其在硬度、耐酸碱盐腐蚀、力学性能、耐磨性、加工性能等方面有明显改变。防护护桥制造产品用途: 1、各种形式的循环水系统(民用循环水、工业循环水),性能优良,防腐年限可达50年; 2、消防供水系统; 3、各建筑的给排水输送(特别适用于宾馆、酒店、高档住宅区的冷、热水系统); 4、各种化工流体输送(本产品耐酸、碱、盐的腐蚀); 5、电线电缆的地埋管、过路管; 6、矿山、矿井的通风管、供、供水管; 7、城市的排污管线。
西安防护护桥涂塑钢管属于新型管道材料,在国内的历史只有十年,在这十年期间该产品由于其具有独特优点被广泛用在各工程领域。涂塑管的连接方式有很多种,有丝扣、卡箍、法兰还有焊接,前三种是继承传统的连接方式,适合dn500以下的管道连接,焊接相比其它管道来说具有牢固性好,使用年限长等优势,但是涂塑复合管是一种钢与塑的复合管材,如果采用焊接方式会导致内外表面涂层被破坏,根据该管道焊接的难点,双金属焊接及无损伤焊接方式脱颖而出,那这两种连接方式到底是怎么回事,下面就随小编的介绍一步步了解焊接涂塑复合管的世界。上面说过涂塑钢管焊接采用双金属焊接和无损伤连接,双金属是在普通钢管的内部衬一层不锈钢管板,不锈钢板长度为8~10cm,厚度可根据口径大小调节,将SUS304不锈钢薄板满焊在钢管端口,然后将管道进行涂塑加工。在施工中直接将两根衬有双金属的管道对焊即可,焊接的时候先用不锈钢焊条打底,再用电焊焊接完整,最后用修补液修补。如果施工中需要截断则需要采用双金属焊接连接件。防护护桥制造无损伤焊接是将两根涂塑管直接套在无损伤焊接件里,直接用电焊对焊即可,其中需要密封圈和粘胶的辅助,这样焊接十分方便,价格比前一种贵点,两者焊接后的性能都一样,可以达到管道连接牢靠,不用经常用人去维护的目的。焊接非常适合于埋地输送水介质,它是埋地防腐和建筑管道工程的连接首选。

西安防护护桥1.适应埋地和潮湿环境,并可以耐高温和极低的温度。2.抗干扰能力强,如果涂塑钢管作为电缆套管,可以有效屏蔽外界的信号干扰。3.承受压力强度好,最大压强可达6Mpa。4.绝缘性能好,作为电线的保护管永远不会发生漏电现象。防护护桥制造5.无毛刺、管壁光滑,适合施工的时候穿电线或电缆。

西安防护护桥双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管最佳连接方案。防护护桥制造其工艺是以涂装之前的钢管端口内壁衬一层不锈钢,衬的不锈钢为5-10毫米,一般焊接破坏的涂塑层不超过5-10毫米,衬好了不锈钢管后,经过前处理、喷砂抛丸、涂装固化等工艺最终制得双金属焊接涂塑钢管。在施工焊接前必须打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管材壁厚的四分之一,然后用碳钢焊条焊接完整个接口。注意有两点,一种是打坡口,另一种则是不锈钢采用满焊方式紧贴钢管内壁。双金属焊接涂塑钢管在焊接后,焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。


