
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
快盈500手机:15064473613
电话:0536-6917198
快盈500传真:0536-6917189
快盈500网址:6890000.com
地址:山东省潍坊市昌乐县河头工业园

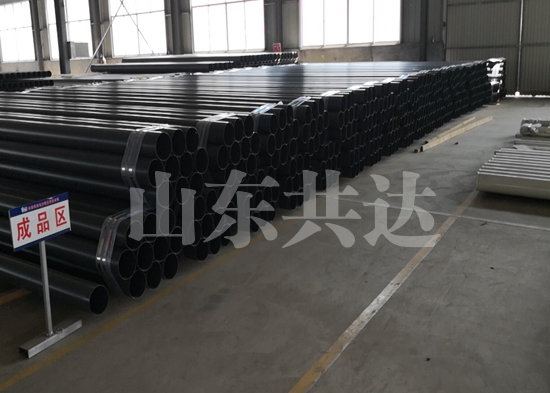
德州热浸塑电缆支架内外涂塑钢管,内外涂塑钢管是在钢管内壁融溶一层厚度为 0.5 ~ 1.0mm 的聚乙烯(PE )树脂、乙烯-丙烯酸共聚物(EAA)、环氧(EP)粉末、无毒聚丙烯( PP )或无毒聚氯乙烯(PVC)等有机物而构成的钢塑复合型管材,它不但具有钢管的高强度、易连接、耐水流冲击等优点,还克服了钢管遇水易腐蚀、污染、结垢及塑料管强度不高、消防性能差等缺点,设计寿命可达50 年。热浸塑电缆支架研发主要缺点是安装时不得进行弯曲,热加工和电焊切割等作业时,切割面应使用生产厂家配有的无毒常温固化胶涂刷,对损伤部位进行修补。
德州热浸塑电缆支架首先,管道连接过程中不允许有水参与,因为一旦遇到水,会加速钢管的腐蚀速度,这无疑对钢管有很大的危害。因此,在连接管道的过程中,横截面不得与水接触,不得使用非塑料涂层管件代替塑料涂层管件,也不得使用可锻铸铁管件中的塑料涂层管件。带颈突面螺纹钢法兰应设有注塑接口,与阀口螺纹连接采用过渡件,给水连接采用专用过渡件,沟槽连接采用专用橡胶密封圈。热浸塑电缆支架研发然后,当我们准备好过渡时,我们将开始使用它的特殊材料来更好地连接。这个过程是最重要和最容易出错的。因此,将组装好的涂塑钢管推入加热炉进行热处理时,其时间和热量不容忽视。另外,涂层复合钢管性能稳定,钢管与涂层始终保持紧密结合,是输送冷热水的理想管道。因此,它已经得到了大家的认可,并逐步投放到更大的市场。
德州热浸塑电缆支架1、施工前,对管材、管件、橡胶圈等做一次全面的外观检查,发现有问题的杜绝使用;2、安装程序为:清理承口插口、清理胶圈、上胶圈、下管,插口外表与胶圈刷润滑剂、将顶推管子插入承口;3、安装要点:清理口内的所有杂物,将之清除擦洗干净;清理胶圈、上胶圈:将胶圈上的粘着物清除擦洗干净装入承口槽内,并百将整个胶圈按压一遍;在插口的外表面和胶圈上涂刷润滑剂,将润滑剂均匀地涂刷在承口安装好的胶圈内表面,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀;热浸塑电缆支架研发快盈500下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法;安装机具设备:将准备好的机具设备安装到位,安装是注意不要将已清理的管子部分再次污染;顶推管子使之插入承口:首先将插口防入承口内是插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此,让人可在管承口端用力左右摇晃管子,直到插口插入全部到位,并保证承口四周外沿至胶圈的距离一致;管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,不能安装到位。因此,可采用双倒链平行用力的方法,使管件平行安度装,胶圈不致被挤;检查:检查承口、插口的位置是否符合要求。
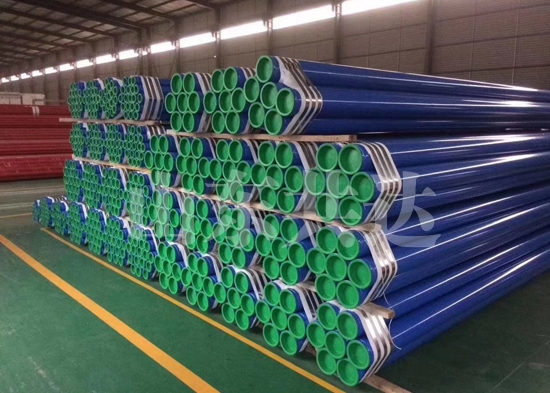
德州热浸塑电缆支架消防用涂塑钢管是采用直缝焊管与重防腐改性环氧树脂粉末涂料,经高温预热后,涂塑层与钢管内外壁高温熔结而成的钢塑复合管。热浸塑是唯一采用两次加热固化涂塑成形的新工艺,保证了涂层与钢材达到最大结合力,每平方附着力达50-70公斤,在长期使用中附着力不会出现衰减,因而防腐性能远超过目前国内的同类产品。热浸塑在新技术、新材料、新工艺方面实现了重大突破,比传统的防腐能力考核成绩有显著提高,尤其在硬度、耐酸碱盐腐蚀、力学性能、耐磨性、加工性能等方面有明显改变。热浸塑电缆支架研发产品用途: 1、各种形式的循环水系统(民用循环水、工业循环水),性能优良,防腐年限可达50年; 2、消防供水系统; 3、各建筑的给排水输送(特别适用于宾馆、酒店、高档住宅区的冷、热水系统); 4、各种化工流体输送(本产品耐酸、碱、盐的腐蚀); 5、电线电缆的地埋管、过路管; 6、矿山、矿井的通风管、供、供水管; 7、城市的排污管线。
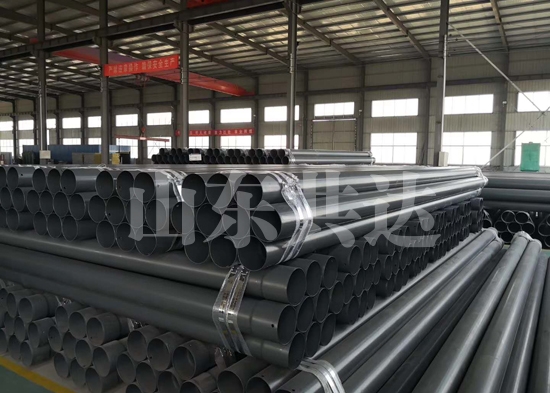
德州热浸塑电缆支架1)、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。2)、涂塑钢管应选用下列施工机具:(1)切割应采用金属锯切割;(2)压槽应采用专用滚槽机;(3)弯管应采用弯管机冷弯;(4)套丝应采用电动套丝机进行管螺纹加工;(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。3)、涂塑钢管施工程序应符合下列要求:(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;(2)涂塑钢管管道安装中禁止进行焊接;(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;(4)热浸塑电缆支架研发涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°

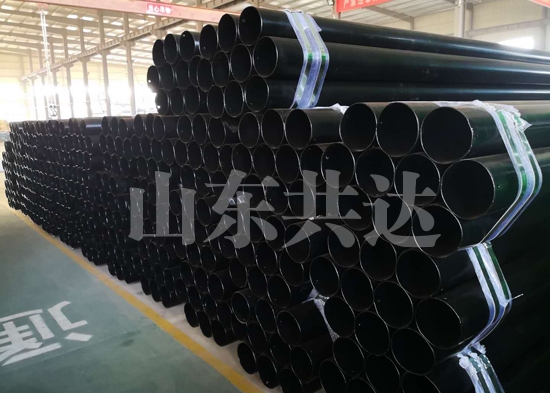
德州热浸塑电缆支架双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管最佳连接方案。热浸塑电缆支架研发快盈500其工艺是以涂装之前的钢管端口内壁衬一层不锈钢,衬的不锈钢为5-10毫米,一般焊接破坏的涂塑层不超过5-10毫米,衬好了不锈钢管后,经过前处理、喷砂抛丸、涂装固化等工艺最终制得双金属焊接涂塑钢管。在施工焊接前必须打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管材壁厚的四分之一,然后用碳钢焊条焊接完整个接口。注意有两点,一种是打坡口,另一种则是不锈钢采用满焊方式紧贴钢管内壁。双金属焊接涂塑钢管在焊接后,焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。


