
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
电话:0536-6917198
快盈500传真:0536-6917189
网址:6890000.com
地址:山东省潍坊市昌乐县河头工业园
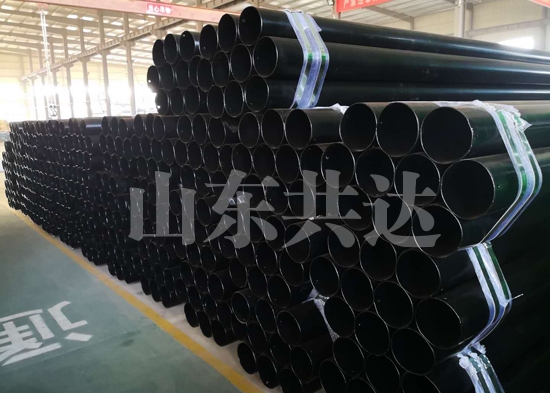
黑龙江浸塑钢管外观检查:目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。 厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。浸塑钢管制造快盈500管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。冲击试验:从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
黑龙江浸塑钢管钢塑复合管的施工工艺流程:(1)施工准备 ①管道施工前应仔细检查PSP钢塑复合管道穿越墙体、楼板等结构的预留洞、预留套管、预埋件的标高、位置、PSP钢塑复合管规格大小是否正确。 ②制订钢塑复合管道施工时与二装及其它专业的配合措施及方案。 ③对管材及管件的外观进行认真检查,清除钢塑复合管材及管件的污物及杂质。(2)绘制实测施工图。(3)管道及管件的加工。 ①将专用滚槽机固定在操作台上,以方便管道加工。 ②按实测施工图进行配管并且进行钢塑复合管线预组装。 ③管材切断和滚槽。PSP钢塑复合管材切断时,根据现场测量所需实际长度定尺。(4)浸塑钢管制造快盈500支架制作、安装。 ①支吊架的制作,严禁使用气割焊进行下料、吹眼孔。支吊 架抱卡的制作应与钢塑复合管道接触紧密。支吊架的防腐应均匀,不应出现油漆流淌现象。 ②对设在墙、柱上和梁上支架和吊架,应在土建工程施工时进行预埋或预留洞孔,不得任意打洞埋设,以免损坏建筑物或防水层。不得已时应征得有关部门的同意,有条件者应尽可能地采用膨胀螺 栓或射钉固定。 ③用膨胀螺栓固定支架时,先在墙上按支架螺栓孔的位置钻孔,孔的直径与膨胀套外径应相等,深度与螺栓长度相等。然后分别将膨胀螺栓穿入支架螺栓孔并打入墙孔内,再用扳手拧紧螺母。

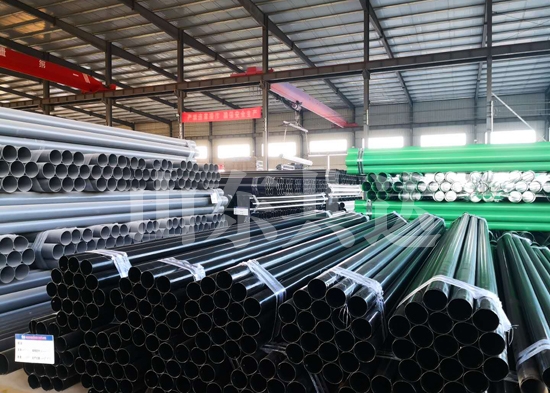
黑龙江浸塑钢管1.各种形式的循环水系统(民用循环水、工业循环水),性能优良,防腐年限可达50年。2.消防供水系统。3.各建筑的给排水输送(特别适用于宾馆、酒店、高档住宅区的冷、热水系统)。浸塑钢管制造快盈5004.各种化工流体输送(耐酸、碱、盐的腐蚀)。5.电线电缆的地埋管、过路管。6.矿山、矿井的通风管、供、排水管。
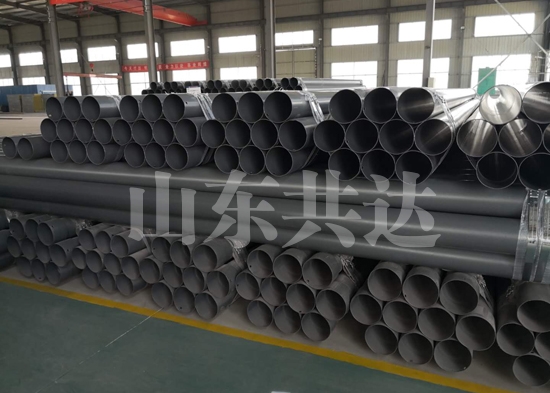
黑龙江浸塑钢管热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反 镀锌钢管应,形成耐腐蚀的结构紧密的锌一铁合金层。浸塑钢管制造合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。涂塑复合钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经高温固化而成的新型复合材料。具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送。
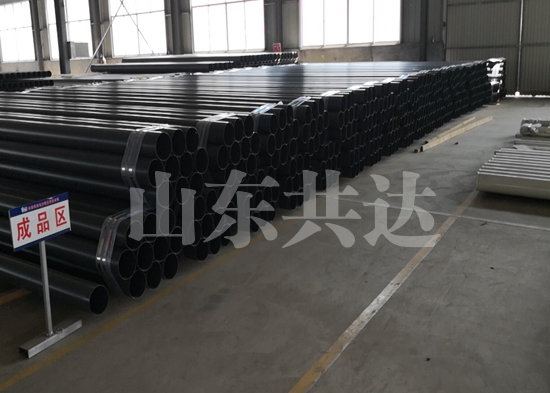
黑龙江浸塑钢管双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管最佳连接方案。浸塑钢管制造其工艺是以涂装之前的钢管端口内壁衬一层不锈钢,衬的不锈钢为5-10毫米,一般焊接破坏的涂塑层不超过5-10毫米,衬好了不锈钢管后,经过前处理、喷砂抛丸、涂装固化等工艺最终制得双金属焊接涂塑钢管。在施工焊接前必须打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管材壁厚的四分之一,然后用碳钢焊条焊接完整个接口。注意有两点,一种是打坡口,另一种则是不锈钢采用满焊方式紧贴钢管内壁。双金属焊接涂塑钢管在焊接后,焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。


