
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
快盈500电话:0536-6917198
快盈500传真:0536-6917189
网址:6890000.com
快盈500地址:山东省潍坊市昌乐县河头工业园
南宁防护护桥衬塑钢管工艺流程:1、涂料进厂经质量检验合格直接进入静电喷涂,不合格退回厂家;2、钢管进厂经质量检验合格进行管口处理,首先对管口毛刺及焊缝磨平(焊筋高度不能超过0.5mm);3、管口处理完毕进入酸洗(一般用浓度不超过30%盐酸,在酸洗池浸泡3分钟以上),对于口径大于DN800以上可以直接进行喷砂除锈即可;4、酸洗完毕进入磷化,首先将经酸洗后钢管立即水平放入磷化池浸泡,取出磷化池。目的使钢管表面产生一层磷化膜,短时间内不易被氧化,避免再次生锈;防护护桥研发快盈5005、磷化完毕晾干即可直接进入车间进行静电喷涂;静电喷涂原理是:利用电荷同性相斥、异性相吸的基本特性设计成的一种新型喷涂方法。
南宁防护护桥1、外观检查,就是用肉眼检查涂覆钢管的外观质量。 2、厚度测量,就是在任意两个横断面上测量圆周上直交的任意四点的涂层厚度。 3、针孔实验,就是指用电火花检漏仪对钢管涂层在规定试验电压进行检查,同时还要检查有无电火花产生。 4、弯曲实验,一般是在弯曲机或模具上进行弯曲,值得我们注意的是,弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。 5、压扁实验,就是将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁是涂覆钢管焊缝垂直于载荷施加方向。 6、防护护桥研发低温实验,就是指将试件放置在低温箱中,停留一小时后,再放置在常温环境。这些方法监测商品是否达标

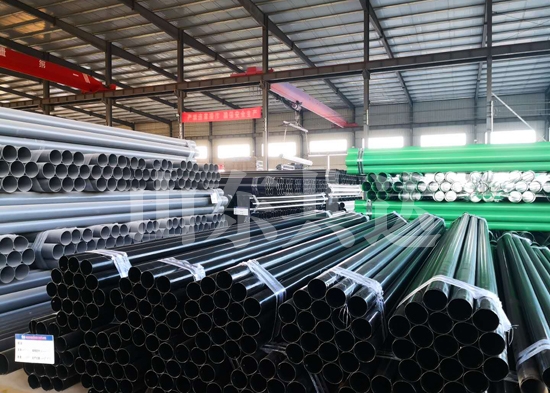
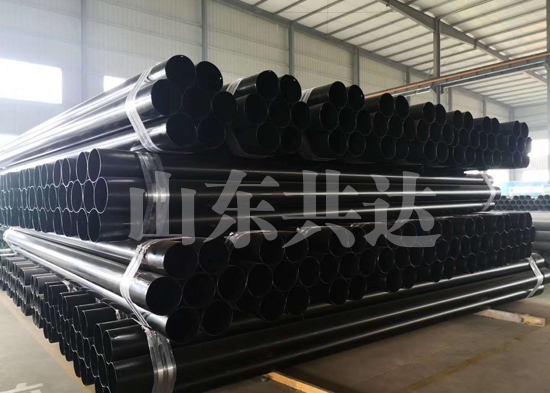
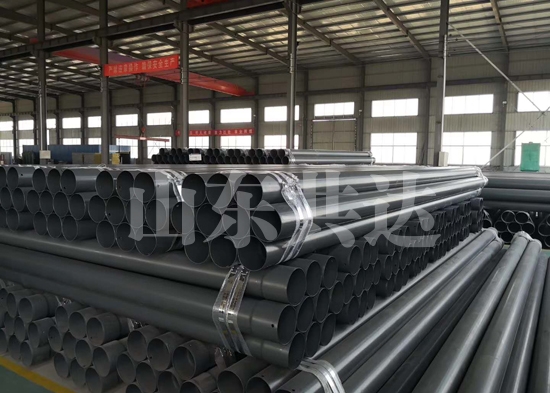
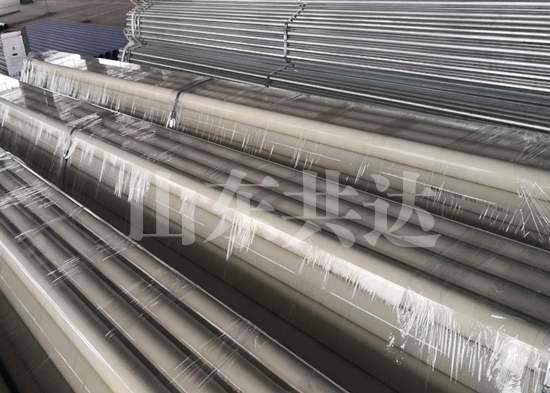
南宁防护护桥内外涂塑钢管,内外涂塑钢管是在钢管内壁融溶一层厚度为0.5 ~ 1.0mm的聚乙烯(PE)树脂、乙烯-丙烯酸共聚物(EAA)、环氧(EP)粉末、无毒聚丙烯( PP )或无毒聚氯乙烯(PVC)等有机物而构成的钢塑复合型管材,它不但具有钢管的高强度、易连接、耐水流冲击等优点,还克服了钢管遇水易腐蚀、污染、结垢及塑料管强度不高、消防性能差等缺点,设计寿命可达50 年。防护护桥研发快盈500主要缺点是安装时不得进行弯曲,热加工和电焊切割等作业时,切割面应使用生产厂家配有的无毒常温固化胶涂刷,对损伤部位进行修补。

南宁防护护桥涂塑钢管是以钢管为基管,以塑料粉末为涂层材料,在其内、外表面熔融涂覆上一层塑料层,或其他材料防腐层的钢塑复合产品。分类:涂塑钢管根据涂层材料的不同分为聚乙烯涂层钢管和环氧树脂涂层钢管。涂塑材料:聚乙烯粉末和环氧树脂粉末。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。防护护桥研发快盈500安装施工:涂塑钢管可以根据施工现场需要,任意切割长度,切断后经修补可以继续使用。涂塑钢管可以在施工现场提前预制。涂塑钢管不会因涂层而产生缩径现象。
南宁防护护桥1)、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。2)、涂塑钢管应选用下列施工机具:(1)切割应采用金属锯切割;(2)压槽应采用专用滚槽机;(3)弯管应采用弯管机冷弯;(4)套丝应采用电动套丝机进行管螺纹加工;(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。3)、涂塑钢管施工程序应符合下列要求:(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;(2)涂塑钢管管道安装中禁止进行焊接;(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;(4)防护护桥研发涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°
南宁防护护桥我国复合管市场发展到现阶段迫切需要管理部门在鼓励创新的同时重点选择性价比高zd又适合我国国情的钢塑复合管材作为重点品种进行推广。这有助于防止社会财富的浪费和防止市场的混乱,过去几年的实践证明有的品种(包括已经有行业标准的品种)由于存版在问题多,产品销路不好,使大量的生产线处于停产和半停产状态。钢塑管的发展得到了国家管理部门的极大支持,并不断发布新的产品标准。呈现出品种繁多的局面,这一方面说明我国在钢塑复合管品种的开发能力较强,防护护桥研发但另一方面品种太多就会带来整个复合管市场的混乱,加上在管材宣传上片面性,使得广大用户面对众多管材无所适权从。推广重点品种可以形成有规模的产业链,对降低成本,规范市场等都会带来巨大好处。同时要重视开发连接方便、使用可靠的复合管件。


