
快盈500
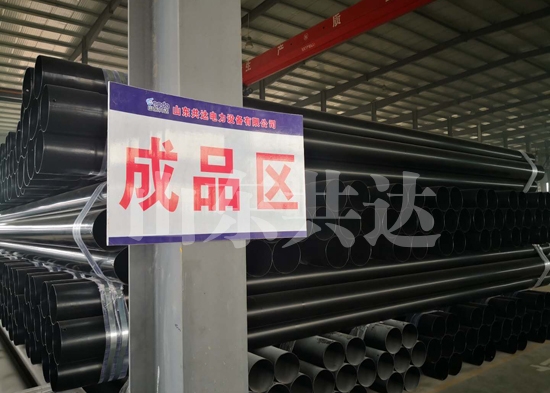
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
快盈500
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
快盈500电话:0536-6917198
传真:0536-6917189
快盈500网址:6890000.com
快盈500地址:山东省潍坊市昌乐县河头工业园

四川涂塑钢管钢塑复合管的施工工艺流程:(1)施工准备 ①管道施工前应仔细检查PSP钢塑复合管道穿越墙体、楼板等结构的预留洞、预留套管、预埋件的标高、位置、PSP钢塑复合管规格大小是否正确。 ②制订钢塑复合管道施工时与二装及其它专业的配合措施及方案。 ③对管材及管件的外观进行认真检查,清除钢塑复合管材及管件的污物及杂质。(2)绘制实测施工图。(3)管道及管件的加工。 ①将专用滚槽机固定在操作台上,以方便管道加工。 ②按实测施工图进行配管并且进行钢塑复合管线预组装。 ③管材切断和滚槽。PSP钢塑复合管材切断时,根据现场测量所需实际长度定尺。(4)涂塑钢管制造快盈500支架制作、安装。 ①支吊架的制作,严禁使用气割焊进行下料、吹眼孔。支吊 架抱卡的制作应与钢塑复合管道接触紧密。支吊架的防腐应均匀,不应出现油漆流淌现象。 ②对设在墙、柱上和梁上支架和吊架,应在土建工程施工时进行预埋或预留洞孔,不得任意打洞埋设,以免损坏建筑物或防水层。不得已时应征得有关部门的同意,有条件者应尽可能地采用膨胀螺 栓或射钉固定。 ③用膨胀螺栓固定支架时,先在墙上按支架螺栓孔的位置钻孔,孔的直径与膨胀套外径应相等,深度与螺栓长度相等。然后分别将膨胀螺栓穿入支架螺栓孔并打入墙孔内,再用扳手拧紧螺母。
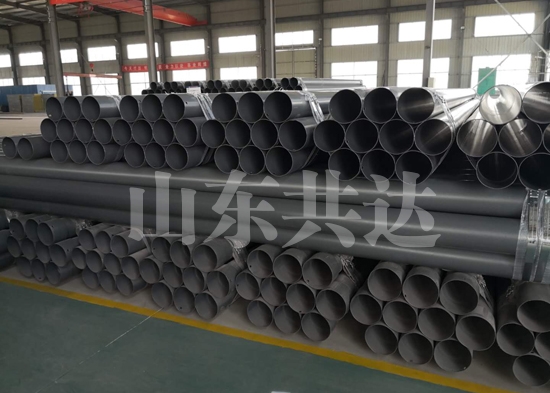
四川涂塑钢管外观检查:目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。 厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。涂塑钢管制造管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。冲击试验:从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。

四川涂塑钢管一、外观检查,检查涂塑钢管的外观质量。二、厚度测量,从涂塑钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度。涂塑钢管制造三、针孔试验,管段试件长度约为1000mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500V,涂层厚度大于0.4mm,试验电压为2000V。检查有无电火花产生。四、附着力试验,附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
四川涂塑钢管(5)管道敷设。①装管前应去掉PSP钢塑复合管材连接部位的复膜层;②检查钢塑复合管接口各附件是否 齐全;③对DN50及以下管件,按PSP钢塑复合管件装配说明书附图所示顺序,将螺母、卡环、垫圈、密封环 依次装在管材上,然后将管材插入管件承插孔,最后用扳手将螺母拧紧即可。④对DN50以上的大管件连接时,先将接口、卡环、垫圈、密封圈套在管材上,然后与接头法兰盘连接,拧紧螺 栓。拧紧法兰盘螺栓时应对角同时紧固,防止偏斜造成密封不严。⑤室内钢塑复合管道敷设时,管道距墙面的距离应为12~15mm,PSP钢塑复合管道穿楼板时须设置钢套管,高出地面50~100mm。在干管安装 时,不得有塌腰、拱起的波浪现象及左右扭曲的现象,不得在衬塑钢管上套丝,管道系统的横 管有2~5‰的坡度,坡向泄水孔。涂塑钢管制造⑥埋地敷设的PSP钢塑复合管和PSP钢塑复合管件外表面途油漆或沥青进行防腐处理,但室内暗敷的可直接埋楼办入楼板中,埋设在墙槽的采用1:2水泥砂浆填补。室内地坪以下管道铺设在土建工程夯实的土层中,敷设的沟底应平整,必要时可铺100mm 厚砂垫层。⑦钢塑复合管埋地管道回填时,应先用砂石或颗粒粒径不大于12mm 土回填至管顶上侧300mm处,经夯实后回填原土。⑧管道在敷设时应考虑因温差引起的伸缩长度变化,并视计算情况采取相应的补偿伸缩措施。

四川涂塑钢管双金属焊接涂塑钢管舍弃了原有涂塑钢管传统连接的成本高、抗压强度低的缺陷,它在钢管二头采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管最佳连接方案。涂塑钢管制造其工艺是以涂装之前的钢管端口内壁衬一层不锈钢,衬的不锈钢为5-10毫米,一般焊接破坏的涂塑层不超过5-10毫米,衬好了不锈钢管后,经过前处理、喷砂抛丸、涂装固化等工艺最终制得双金属焊接涂塑钢管。在施工焊接前必须打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条(304或314不锈钢型号)打底,打底厚度不大于管材壁厚的四分之一,然后用碳钢焊条焊接完整个接口。注意有两点,一种是打坡口,另一种则是不锈钢采用满焊方式紧贴钢管内壁。双金属焊接涂塑钢管在焊接后,焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。


